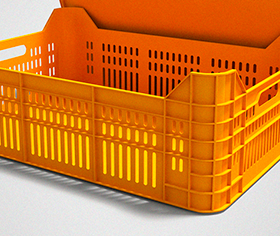
HDPE Ліццё пад ціскам для скрыні
HDPE Ліццё пад ціскам для скрыні,
ПНД для скрыні, Ліццё пад ціскам HDPE,
Пластыкавы скрыню, выраблены метадам ліцця пад ціскам з поліэтылену высокай шчыльнасці (HDPE) першага плаўлення.
Скрыня адліта з спецыяльнага матэрыялу HDPE для дасягнення высокай трываласці.Хуткасць плаўлення спецыяльнага матэрыялу складае 3,6-4,5 г/10 хвілін, нацяжэнне складае больш за 25 Па, трываласць на расцяжэнне складае больш за 60%, а сіла скарачэння складае больш за 40 Па. Звычайна матэрыял HDPE мае невялікае разгалінаванне, але спецыяльны новы матэрыял які выкарыстоўваецца для скрынь, надае яму больш моцныя міжмалекулярныя сілы і трываласць на разрыў, чым ПВД.Яго паверхня больш цвёрдая і празрыстая, і яна можа вытрымліваць больш высокую тэмпературу (120 C / 248 F на працягу кароткіх перыядаў, 110 C / 230 F бесперапынна), каб дасягнуць патрабаванняў да трываласці.Варта адзначыць, што ПНД, у адрозненне ад поліпрапілена, не вытрымлівае агульнага высокага ціску.
Ліццё пад ціскам
Ліццё пад ціскам - гэта працэс фармавання пластыка, які ўключае ўвядзенне расплаўленага пластыкавага сыравіны ў закрытую камеру або форму.Гэты працэс мае тры асноўныя працэсы:
Шліфаванне і награванне пластыка, пакуль ён не цячэ пад ціскам.
Упырскваюць пластык у форму і даюць яму астыць.
Адкрыццё формы, каб выняць пластыкавы кантэйнер.
Экструдар шнекавага тыпу поршневага тыпу выкарыстоўваецца ў асноўным у прамысловасці для вытворчасці пластмас для сумесі;адбываецца шматразовае змешванне і замес шнековым экстрударам.Калі пластык (сыравіна) гатовы да ўпырску, калі шнек рухаецца, ён выштурхвае пластык з экструдара ў форму.
Каб зрабіць форму, патрабаваную кліентам, ёсць форма, распрацаваная са спецыфікай, якая змяшчае пэўную форму.Звычайна ён складаецца з двух частак або палавін з падобнымі характарыстыкамі.Адна можа рухацца, або застаецца нерухомай, у той час як іншая частка формы можа рухацца.Пасля фармоўкі другая палова можа рухацца такім чынам, каб вызваліць выраб з формы ў неразмяжоўваным выглядзе.Форма змяшчае некалькі або некалькі адтулін або каналаў.Яны выкарыстоўваюцца для ўвядзення пластыка ў форму, выпуску паветра і выхаду пластыка з формы.
Ліццё пад ціскам абмежавала вытворчасць, калі справа даходзіць да вытворчасці аднабаковых кантэйнераў або скрынь.Прыклады - ванны, вёдры, кубкі, ёмістасці для ежы і міскі.Само па сабе ліццё пад ціскам не падыходзіць для вытворчасці закрытых полых вырабаў, такіх як пластыкавыя бутэлькі, таму яно падыходзіць для вытворчасці адкрытых скрынь.Для вытворчасці гэтых прадуктаў выкарыстоўваецца інэртны газ.Гэта выкарыстоўваецца таму, што ліквідуе рэакцыі, якія могуць узнікнуць у форме, калі працэс ідзе.Гэта ўводзіцца ў форму, часткова запоўненую расплаўленым пластыкам.Гэта выштурхвае пластык на паверхню формы, ствараючы полую частку.Гэты працэс называецца ліццём пад ціскам з дапамогай газу.
Ужыванне
Гатунак ПНД для ліцця пад ціскам выкарыстоўваецца для вырабу шматразовай тары, такой як скрыні для піва, скрыні для напояў, скрыні для ежы, скрыні для гародніны і скрыні для яек, а таксама можа выкарыстоўвацца для вырабу пластыкавых латкоў, кантэйнераў для тавараў, бытавой тэхнікі, тавараў штодзённага выкарыстання і тонкіх насценныя харчовыя кантэйнеры.Ён таксама можа быць выкарыстаны ў вытворчасці прамысловых бочак, смеццевых бакоў і цацак.З дапамогай працэсу экструзіі і кампрэсійнага фармавання і ліцця пад ціскам яго можна выкарыстоўваць для вытворчасці вечкаў ад вычышчанай вады, мінеральнай вады, чайных напояў і бутэлек для сокаў.